Blanking burr - Errors and varieties
To create the blanks, uncoiling metal strips are fed through straightening machines and the blanking press. The punches are aligned, most of the time, in several rows the width of the metal strips to be perforated. They can produce thousands of blanks per minute with approximately 60 tons of pressure each strike at the Royal Canadian Mint. The blanking process also leaves holes in the metal bands.
Metal tools, including the blanking dies, wear off through the multiple punches causing irregular cuts and slightly damage the blanks (burr).
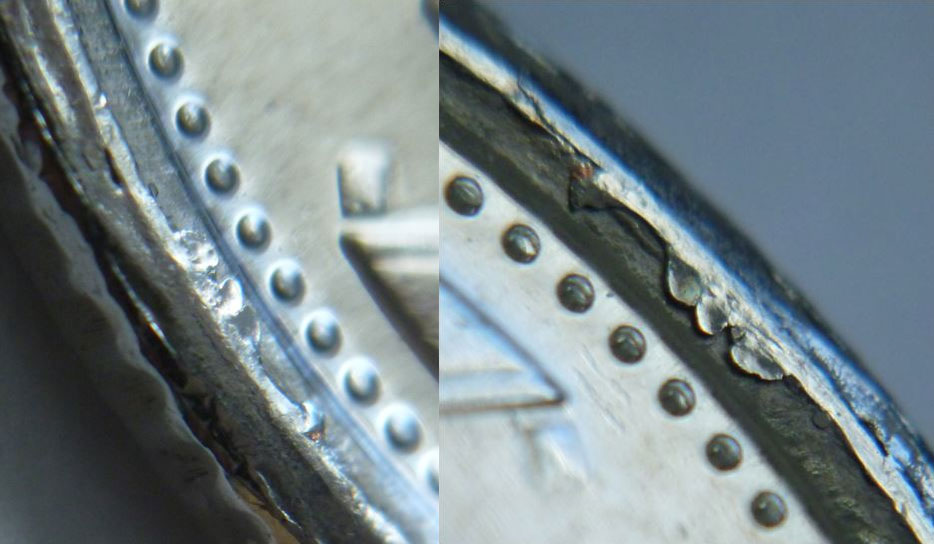
When these irregular blanks go through the rimming press, which apply pressure on their edges with a revolving wheel and a stationary groove, the burr is folded over onto the planchet (rolling fold), then struck later in the production process.
Burr and smudge can happen at any time during the production process and aren't always blanking burr. A cud appears when a die is broken and have nothing to do with a blanking burr. On a blanking burr, the metal is always attached to the rim and edge.
Blanking burr values
This type of error VERY RARELY add value to a coin. It may decreases it in some cases.
More examples of blaking burr errors